

 Celon MPB是由AEB公司开发的一种以硝酸和乳酸为基础的具有高去污力和悬浮力的有机污染物的单相清洗剂。适用于食品工业,装瓶和乳制品的广泛应用
Celon MPB是由AEB公司开发的一种以硝酸和乳酸为基础的具有高去污力和悬浮力的有机污染物的单相清洗剂。适用于食品工业,装瓶和乳制品的广泛应用
食品工业使用循环清洗操作(CIP)和越来越复杂的系统,使过程自动化,并在循环结束时回收洗涤液。在设备开发的同时,化学制造商已经开发了洗涤剂产品,与传统的5个阶段相比,这些产品能够在更短的时间内完成清洗程序,并具有更低的水和能源消耗:预清洗;苛性钠溶液清洗(1.5-2%氢氧化钠);中间冲洗;酸溶液除垢(硝酸1-1,5%以HNO计3.);最后的冲洗。
替代步骤,称为单相步骤,通常由强隔离的苛性产品,进行三个阶段:预洗;单相清洗(产品1,5-2,5%);最后的冲洗。可以理解的是,抑制两个阶段(中间漂洗和酸性洗涤剂溶液的第二次循环)意味着时间和水的经济。
此外,有再循环清洗经验的人会立即意识到,单相程序甚至可以避免与相的制备步骤有关的时间和水的消耗,例如酸溶液的制备和启动时间。
由于大多数CIP清洗都是在加工过程中不经过热处理的设备(卡车、管道、生产品罐或巴氏杀菌产品罐)上进行的,因此可以通过采用由AEB公司开发的Celon MPB进行的单相酸过程来进一步优化清洗。
单相酸法的好处
化学品消耗:Celon MPB酸性洗涤溶液不产生泡沫,所以与碱性溶液相比,它们有很高的回收率。此外,我们可以在低得多的产品浓度下工作。
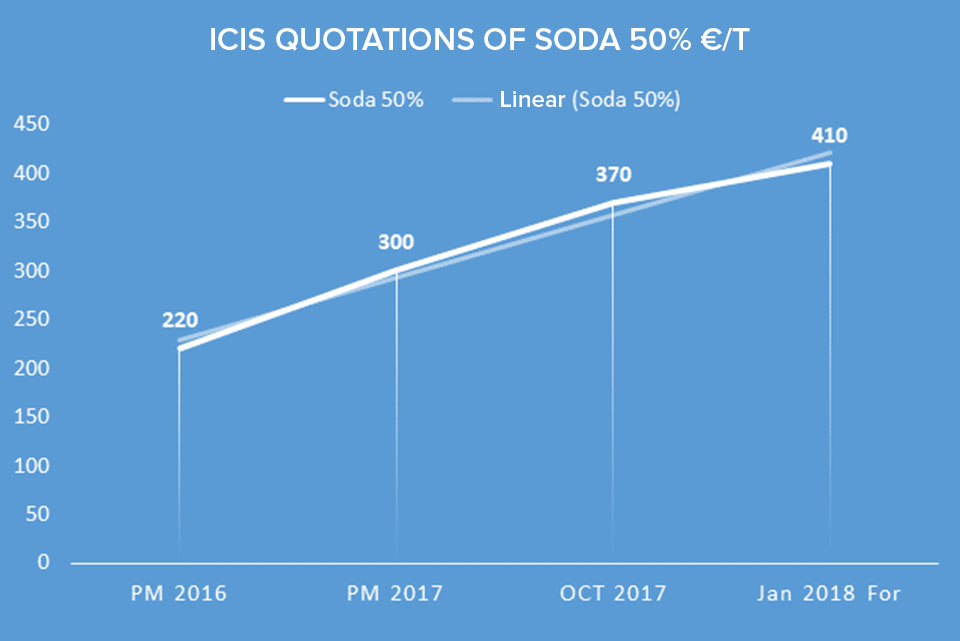
这些特点使得在单相酸中采用该程序总是很方便,但目前的苏打报价进一步推动了选择,尽量减少腐蚀性化学品的使用,例如,限制使用它们仅用于热交换器的清洗。
节水:用酸性溶液循环冲洗表面所需的水要比以前用苛性溶液冲洗表面所需的水少。在测试过程中,通过简单地使用pH值指示图,就可以确定每个洗涤管道的完全冲洗所需的时间。
节能:基于Celon MPB的酸清洗溶液可以在60 - 70°C的温度下高效作业,而使用腐蚀性溶液时,必须达到至少75°C。此外,我们不应该忘记,由于泡沫的形成,更大的溶液消耗,涉及到热能的消耗,加热部分的溶液被补充。
设备生产率:与传统清洗相比,单相酸过程所需的时间更短,同时也节省了能源,因此与清洗阶段相比,生产阶段需要更多的设备。AEB商业技术服务可为客户研究最合适的洗涤程序,以优化成本和水,能源和洗涤产品的消耗。



{kind=link}